Read time: 3 mins
Date posted: Feb 2020
Theme: Additive Manufacturing, Material Innovations
Today’s automotive manufacturers are faced with the ever-increasing demand of improving vehicle efficiency. Manufacturers have tackled the problem from all angles: reducing weight, creating more efficient internal combustion engines, improving powertrains, and reducing noise. But to achieve a more efficient performing vehicle, the automotive market has started using a new process.
Metal Additive Manufacturing (AM) brings a natural competitive advantage for time to-market contraction of new ideas and for the development of innovative solutions. AM is used for prototyping parts with quality fit and function. The process has also been used to mass manufacture parts that require a unique shape, typically impossible to achieve via traditional machining.
The development of more efficient and functional-integrated powertrains, combined with AM design freedom, brings the opportunity to develop specific AM steel grades that withstand high wear and loads in combination with functional integration and weight reduction.

Transmission for lubrication tests with RP plastic gear
GKN Additive developed a new powder material and manufacturing process that fits all the requirements of the automotive industry – the 20MnCr5 features desired characteristics that are key for parts for a host of industries:
- high strength yet still ductile
- high fatigue strength
- excellent wear resistance through case hardening
- inherent toughness, but still machinable
Porsche Engineering investigated how to implement the new material (click here to download the material datasheet) for components in their e-drive powertrains. Using the technique of structural optimization in combination with GKN Additive's expertise and 20MnCr5, a unique design of the differential - including the ring gear - was developed.
With this combination of weight reduction and stiffer shape of the gears, a more efficient transmission was achieved. As metal AM continues to progress and become a mainstream process, the application can be extended to not just prototyping or motorsport but also series production.
 Advantages of 20MnCr5 for Automotive prototyping
Advantages of 20MnCr5 for Automotive prototyping
The Material and Mechanical Properties of 20MnCr5
In the laser powder bed fusion (L-PBF) technology field, there are several alloys that are currently available on the market for manufacturers. Considering iron-based alloys, two most important families of steel are identified as stainless steel and tool steel. While used in tooling and biomedical industries for high corrosion resistance and high strength, there is an evident lack of AM steels, which can offer:
- Moderate material cost
- Performance-driven mechanical characteristics
- High wear resistance and fatigue strength
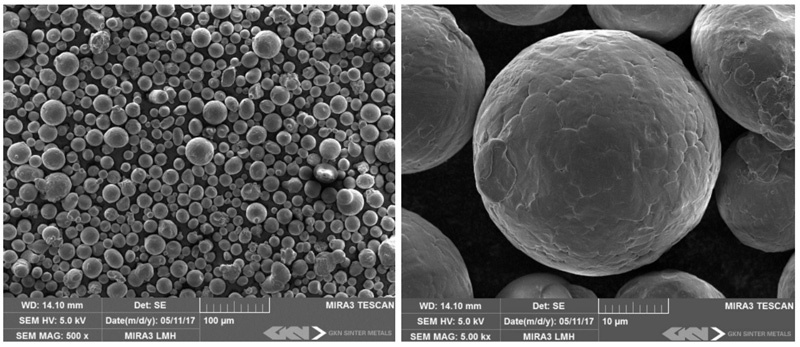
SEM images of 20MnCr5 powder for L-PBF
GKN Additive developed 20MnCr5 as an optimal candidate for laser powder bed fusion. 20MnCr5 steel grade is a medium strength steel able to be case-hardened, commonly recognized as one of the benchmarks for case-hardened gears thanks to high wear resistance, mechanical strength and performance to cost ratio.
During a production using 20MnCr5, the internal stresses result in part distortion. By using specific stress relieving post-heat treatments, it is possible to reduce the internal stresses.
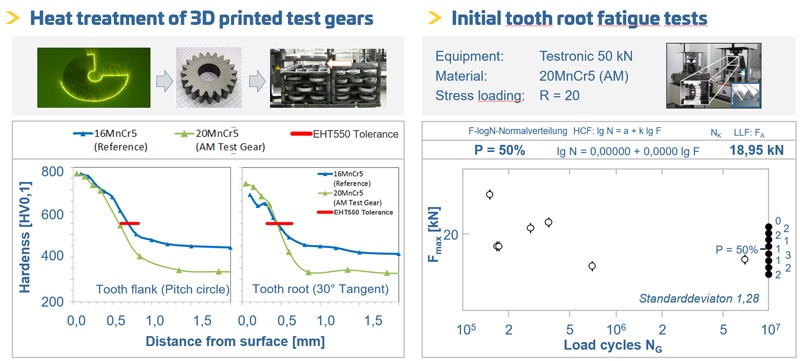
Heat treatment and initial tooth root fatigue tests of AM test gears
As shown by the hardening curves, the AM gears achieve the required hardening depth for the tooth flank, but showed lower values for the tooth flank section. The graphs above show that the core hardness of the AM printed gears is around 90 HV lower than the 16MnCr5 wrought steel reference gears. The initial test results indicate the potential of the AM processed and low pressure carburized gears to meet current 16MnCr5 medium steel quality level.
GKN and Porsche Additive Manufacturing Production
To validate the potential of the new powder and methodology, GKN Additive and Porsche used the 20MnCr5 on a conventional front transverse transmission. To achieve an optimum benefit, the part with the largest weight reduction potential was chosen – the differential housing with the ring gear.
In conventional transmissions, the ring gear and the differential housing serve different functions within the transmission. The ring gear is made of specific steel, which is then hardened and grinded for preciseness. The differential housing is normally casted and used for torque transfer from the ring gear to the center bolt and bevel gears.
Due to the manufacturing processes and assembly methods, the wide ring gear teeth are supported by a thin and sometimes off-centered disc. The disc is connected to the differential housing. Using computer aided design (CAD) and topology structural optimization, a new shape based on the forces was designed.
To achieve the optimum potential, the maximum available space within the transmission was then defined. All the inner contours needed by any function (bevel gears, side shafts, bearings, etc.) were subtracted from this body (Figure b).
-Conventional-differential-of-front-transverse-transmission,-b)-package-model-of-differential.jpg?width=553&height=294&name=a)-Conventional-differential-of-front-transverse-transmission,-b)-package-model-of-differential.jpg)
a) Conventional differential of front transverse transmission, b) package model of differential
Based on the specifications and requirements of the transmission, all loads (bearing and gear) were applied to the package block. The CAD optimization tool delivered a structure capable of taking all required loads. The resulting structure is not producible with conventional tools and, based on the additional degrees of AM freedom, the possibility of creating the product close to the calculated structure is possible.
-Structural-optimized-differential,-b)-Inner-structure-of-differential,-c)-FEM-result-of-differential.jpg?width=553&height=214&name=a)-Structural-optimized-differential,-b)-Inner-structure-of-differential,-c)-FEM-result-of-differential.jpg)
The inner shape is only supported by a system of organic beams and structures that are necessary for its structural integrity, and these shapes cannot be machined with traditional methods. The new manufacturing process also demands special features like holes to eject the unused metal powder after the manufacturing process, and openings on the outer diameter for the opportunity to drain collected oil in the inner area of the differential. These features can be planned in the model prior to the AM process.
The final finite element analysis showed a very homogeneous stress level and allowed the wall thickness to decrease: something previously not possible due to machine limits. Based on the original load requirements, the calculation shows that the following was achieved.
- 13% weight reduction (about one kilogram)
- 43% decrease of tooth stiffness variations in radial direction
- 69% decrease of tooth stiffness variations in tangential direction
- 8% reduction of inertia
The use of AM with special metals like the 20MnCr5 introduces a future of metal additive production that yields parts that are weight efficient and structurally strong.




